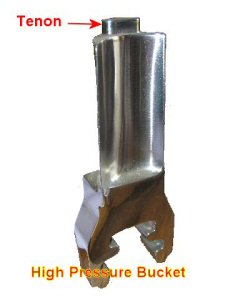
In April 1977, the 14th week, I transferred to the Building 285 toolroom from the large layout area of 273. I received a gate pass from my new foreman, Ron Redmond, to bring my toolbox with my hand tools into the plant. I took a wheelbarrow to the parking lot next to the building and wheeled it to my new location on a bench between two toolmakers, Tom Mabin, a talented Class A toolmaker, on my left and the one on my right on second shift. The bench had a vise and a drawer to hold my hammers, mallets, files, etc. to which I attached one of my assigned combination locks. Next to our washroom we had a locker room for our clothing which also had a combination lock so the tool crib keeper could access it for official purposes. Ron assigned me to the group that worked on tenon tooling; the punches, dies and gauges that were used in the manufacture of the bucket tips, the stainless strips that bound the outer diameter of the turbine buckets together in groups to reduce vibration and the gauges to check these parts. The bucket tips had curved surfaces that the "tenons" were shaped to fit (one, two or three tenons), milled to shape and size using our "cams" as a guide. After bucket assembly into the turbine wheel the tenons were hand riveted into the strips made with our punches and dies. We also made extra sets for the customers use in repairs in the field.
Our cams and punches were machined on what, for the time, was a very advanced machine. Our tool design group, using a coated mylar film, scribed (scratched) the outline of the tenons, including a "lead-in" line for the cutter. The special milling machine then moved the milling cutter by following the lines on the template, a light shining through the guide. The same method was used to make a carbon electrode to "burn" the tenon shape into the die submerged in a bath of oil on the EDM (Electrical Discharge Machining) machine. The die then came to me to carefully file (on a filing machine) a clearance for the blank to fall through, leaving about 1/16" of unfiled surface. It was tricky work filing the very small dies, even with the lighted magnifying glass we used on the filing machine. The punches, and cams, had to be aligned perfectly square using "Jo blocks" and an indicator (Johannsen blocks - precision height blocks that were so finely finished that they would "wring" together). Then we had to surface grind the set-up flats on the punches, cams, and square the hardened inspection tools. All of our work was inspected on an optical comparator (Larry Kildoyle - a skilled toolmaker who did our inspection work). The image of the enlarged part was projected on a screen with a precise outline drawing, also made by our tool design personnel. Our "leader" in the tenon tooling group was Ed Murray (a toolmaker from Amsterdam) who kept records on the location of all these pieces; from the raw blanks (made by our machinists out of air-hardening tool steel), to our work, to Building 17 for hardening, to finish grinding the punches and dies by our machinists to final inspection by Larry.
(Click on the picture to the left to see the Retirement Plaque given to me).
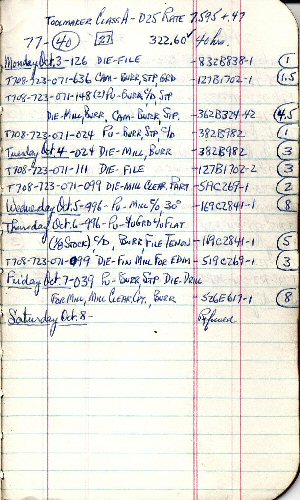
In the excerpt from my work diary on the left you can see that I was promoted to "Class A" toolmaker in October , the 40th week of 1977. My pay went up to $7.595 and hour, the highest hourly pay rate in the Schenectady Plant except for Toolmaker Leaders who got two steps higher. You'll also note the "+.47". This was the personal "ex-pieceworker" adder that I carried for the rest of my career, to much jealousy from some of my co-workers. I have no idea how they found out but find out they did! Generally I had several jobs on my bench and the first order of the day was usually to reserve a machine. Milling machines were in especially short supply; there was a general understanding that we could not grab a machine before the shift whistle blew. Then there would be a rush to the machines to place a hand tool or job on the table to reserve it. Of course the better machinery went first and some of the jobs on the machines were still from the third shift. Necessity being the mother of invention, I devised ways to use the less-desirable machines - older, looser and tired - to do my machining when possible. I should mention that, in general, shapers, milling machines, lathes, and milling machines were retired from production who got the new machinery. So ours had to be coaxed to squareness and, since the feed screws were usually quite worn, multiple indicators to measure the actual table movements instead of the unreliable machine dials.
My closest friend was Tom Pullen from Fort Plain. He was a younger toolmaker who drove in each day with a group of fellow GE workers. Every day at about 2 PM we went to the machine at the front of the factory section to get a coffee and take a break to discuss the events of the day. Tom was a great fan of Willie Nelson and introduced me to the eclectic Ry Cooder. He went to folk music at Caffe Lena in Saratoga Springs. I had several foremen during my years in 285: Ron Redmond mostly, George DeSantis, usually in charge of the machinists, and Steve Babij. This was in the early days of computing and, occasionally, Ron would come on the floor looking for a certain missing tool, carrying the print-out of all jobs in the toolroom, Using the folding "accordian" paper, it was a huge heavy stack of paper.
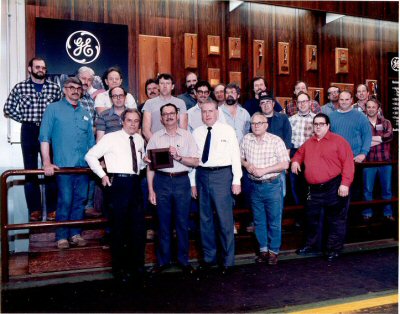
In early 1990 General Electric informed us of an impending layoff because of the downturn in business. The Company, to lessen the number of people scheduled to lose their jobs, offered senior employees an early retirement. I had become 60 in February, the minimum age so I qualified. GE sweetened the deal with full medical coverage to age 65 when Medicare would take over and a pension supplement to age 62 to compensate early retirees until you could receive Social Security at that age. Of course everyone knew that I was one of the toolmakers eligible for the early retirement and I soon was importuned by night-shift people to take the offer so they would have an opening on the day shift in the coming re-alignment. Although, upon reflection, I would really have preferred to stay a few more years (no obligations at home, a really comfortable occupation in tenon tooling and in quite good - I thought - health, the offer was "too good to refuse". I had worked for the Company for 42 plus years, quite long enough, so I signed up for retirement on April 30, 1990. On my final day we had the obligatory group photograph in the front of the building with its display of the range of buckets we produced. The surprise came at lunch time when everyone gathered in the toolroom inspection area. I was given the "bucket plaque" shown in the photo (made by Larry Kildoyle) and my shop-mates had a large sheet cake for me to cut and hand out. It was a very emotional moment. That night I walked out to the parking lot for the last time.
Click on the photo for a full-size rendition. This is most of the first shift in the Building 285 toolroom. Note the bucket wall display with blades up to 48" long!

| Memoir 1:1932-1947 Birth to Draper HS | Memoir 2:1947-1957 Apprentice to Bldg.46 | Memoir 3:1957-1966 LSTG to LAC |
|---|---|---|
| Memoir 4:1966-1972 LAC to Foundry | Memoir 5:1975-1977 Layout to Toolroom | Memoir 6:1977-1990 Bldg.285 Toolroom |
Original: July 16, 2008.